摘要
本文将介绍 紫外线(UV)固化包括峰值辐照度(瓦特/平方厘米)、能量密度(焦耳/平方厘米)、 光谱波长 (纳米)和总功率(瓦特),以及电极、微波和紫外 LED 固化系统之间的根本区别。报告还将进一步强调使用紫外 LED 技术的好处、促使其被越来越多的生产技术所采用的趋势,以及更重要的是,其在汽车和运输应用中日益增长的可行性。
导言
未来几年,汽车和运输行业在设计、工程和制造方面将面临诸多挑战。其中许多挑战涉及为企业平均燃油经济性(CAFE)标准做准备,该标准要求制造商在 2025 年前实现每加仑 54.5 英里的生产加权里程数。其他一些标准则涉及更好的全球管理,推动装配厂和供应商进一步减少废物和能源消耗。最后,不断变化的工人人口结构和高科技技能的短缺很可能意味着全球生产设施的自动化程度和流程控制将进一步提高。针对上述各项挑战,可能需要开发许多新的生产工艺。
"为了向汽车和运输行业介绍紫外线 LED 固化的优点,本文将首先从设备角度解释固化的基本原理"。
Jennifer Heathcote,Phoseon Technology 区域销售经理
通过使用微波灯和弧光灯进行传统紫外线固化在汽车和运输生产工艺中已应用了数十年,而紫外线 LED 固化相对较新,尚未得到广泛应用。但在其他市场,紫外 LED 技术已成为主流,因为设备和配方的重大进步使该技术能够迅速渗透到越来越多的应用中。这主要是由于紫外 LED 技术在性能、操作和环境方面具有诸多优势,被认为是一种使能技术,可用于在更多热敏材料上固化油墨、粘合剂和涂料,同时提供整体工艺和质量控制。因此,随着汽车和运输公司在未来十年内努力应对各种制造挑战,紫外 LED 固化技术的变革性值得探讨和评估其在生产中的应用可行性。
为了向汽车和运输行业介绍紫外线 LED 固化的优点,本文将首先从设备角度解释固化的基本原理。
紫外线固化的工业来源
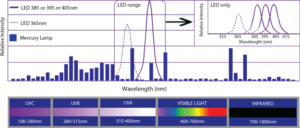
长期以来,紫外线能量的工业来源包括中压汞弧灯和微波灯,以及最近的发光二极管 (LED)。所有这三种技术都用于在各种制造工艺中交联油墨、涂层和粘合剂。电弧固化和微波固化技术都依赖于汞在装有惰性气体混合物的密封石英管中的气化。
汞的物理特性决定了它在气化时会发出紫外线。无极灯利用微波使汞蒸发,而电极灯则利用两个电极之间的高压电弧达到同样的效果。当汞被蒸发成极度高温的等离子气体时,会发出 UVA、UVB、UVC 和 UVV 波段的光谱输出。
添加了金属的灯通常被称为掺杂灯、添加灯或金属卤化物灯。过去几十年来,大多数油墨、粘合剂和涂料配方都是为了与标准汞灯以及掺铁和掺镓灯的输出相匹配。当这些配方暴露在紫外线能量下时,它们会交联成一种光聚合物。
另一方面,紫外线 LED 是固态半导体。它们不含活动部件或汞等离子气体,工作温度通常不到传统灯管工作温度的 1/10。当连接到直流电源时,电流流过半导体,使电子从每个分立 LED 的负极流向正极时进入低能状态。能量差以相对单色的光谱分布形式从设备中释放出来。
在商业上,紫外线 LED 技术在波长较长的 UVA(365、385、395 和 405 纳米)上得到了广泛的市场应用,而在波长较短的 UVB 和 UVC 波段上的开发工作仍在继续。虽然目前还没有直接模仿传统灯管的紫外线 LED 光源,但 LED 发出的较长波长使其光谱分布更类似于铁灯或镓灯,而不是基本的汞灯。其结果是,紫外线 LED 波长可以更深入地穿透化学物质,并产生更好的穿透固化效果,特别是在不透明和颜料配方中。
对于透明涂料而言,实现坚硬、耐划伤、不黄变的表面固化一直是紫外线 LED 面临的主要挑战。这是因为许多涂料配方依赖宽带灯发出的较短波长来实现表面的充分交联,而目前的 UVB 和 UVC LED 还不能满足这些较短波长的固化要求。不过,提高辐照度和调整配方往往可以解决这些问题。至于其他问题,目前正在进行开发工作,试图缩小差距。
标签 紫外LED技术 | 涂料应用的UV LED固化 | UV+EB技术杂志岚,巗峃。 化学 | 涂料 | 墨水 | 粘合剂