Resumen
En este documento se explican los fundamentos de curado ultravioleta (UV)incluyendo la irradiación máxima (vatios/cm²), la densidad de energía (julios/cm²), longitud de onda espectral (nm) y la potencia total (vatios), así como las diferencias fundamentales entre los sistemas de curado por electrodos, microondas y LED UV. Además, destacará las ventajas de utilizar la tecnología LED UV, las tendencias que impulsan su adopción en una gama cada vez más amplia de tecnologías de producción y, lo que es más importante, su creciente viabilidad en aplicaciones de automoción y transporte.
Introducción
La industria del automóvil y del transporte se enfrenta a varios retos de diseño, ingeniería y fabricación en los próximos años. Muchos de ellos tienen que ver con la preparación de las normas CAFE (Corporate Average Fuel Economy), que obligan a los fabricantes a alcanzar una media de 54,5 millas por galón para 2025. Otros tienen que ver con la mejora de la gestión global, impulsando una mayor reducción de los residuos y del consumo de energía en las plantas de montaje y de los proveedores. Por último, la constante evolución demográfica de los trabajadores y la escasez de habilidades de alta tecnología probablemente significarán aún más automatización y control de procesos en todas las instalaciones de producción global. Para cada uno de estos retos, es probable que haya que desarrollar muchos procesos de fabricación nuevos.
"En un esfuerzo por introducir a la industria de la automoción y el transporte en los méritos del curado LED UV, este documento comenzará explicando los fundamentos del curado desde la perspectiva del equipo."
JENNIFER HEATHCOTE, DIRECTORA REGIONAL DE VENTAS, PHOSEON TECHNOLOGY
Mientras que el curado UV convencional mediante el uso de microondas y lámparas de arco se ha utilizado en los procesos de producción de la automoción y el transporte durante décadas, el curado LED UV es relativamente nuevo y no ha ganado mucha tracción. En otros mercados, sin embargo, la tecnología LED UV está mucho más extendida, ya que los importantes avances en equipos y formulación permiten que la tecnología penetre rápidamente en una creciente gama de aplicaciones. Esto se debe principalmente al hecho de que la tecnología LED UV ofrece numerosas ventajas de rendimiento, operativas y medioambientales y se considera una tecnología facilitadora que permite su uso para el curado de tintas, adhesivos y revestimientos en una mayor gama de materiales sensibles al calor, a la vez que ofrece un control general del proceso y la calidad. Como resultado, la naturaleza transformadora del curado por LEDs UV es algo que debería ser explorado y evaluado por su viabilidad de uso en la producción a medida que las empresas de automoción y transporte se esfuerzan por cumplir con varios retos de fabricación en la próxima década.
En un esfuerzo por presentar a la industria de la automoción y el transporte las ventajas del curado por LEDs UV, este documento comenzará explicando los fundamentos del curado desde la perspectiva de los equipos.
Fuentes industriales de curado UV
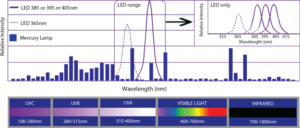
Las fuentes industriales de energía ultravioleta incluyen desde hace tiempo lámparas de arco de mercurio de media presión y de microondas y, más recientemente, diodos emisores de luz (LED). Las tres tecnologías se utilizan para reticular tintas, revestimientos y adhesivos en una amplia gama de procesos de fabricación. Tanto la tecnología de arco como la de microondas se basan en la vaporización del mercurio dentro de un tubo de cuarzo sellado que contiene una mezcla de gas inerte.
La física del mercurio es tal que emite luz ultravioleta cuando se vaporiza. Las lámparas sin electrodos emplean microondas para vaporizar el mercurio, mientras que las lámparas de electrodos utilizan un arco de alta tensión entre dos electrodos para lograr el mismo resultado. Cuando el mercurio se vaporiza y se convierte en un gas de plasma a muy alta temperatura, emite un espectro en las bandas UVA, UVB, UVC y UVV que puede manipularse ligeramente introduciendo aditivos metálicos en el interior de las lámparas.
Las lámparas con metales añadidos suelen denominarse dopadas, aditivadas o de haluro metálico. La mayoría de las formulaciones de tintas, adhesivos y revestimientos de las últimas décadas se han formulado para que coincidan con el rendimiento de las lámparas de mercurio estándar, así como con las lámparas dopadas con hierro y galio. Cuando las formulaciones se exponen a la energía ultravioleta, se reticulan en un fotopolímero.
Los LEDs UV, en cambio, son semiconductores de estado sólido. No contienen piezas móviles ni gas de plasma de mercurio y funcionan a temperaturas que suelen ser menos de 1/10 de las temperaturas de funcionamiento de las lámparas convencionales. Cuando se conectan a una fuente de alimentación de corriente continua, una corriente eléctrica fluye a través de los semiconductores, haciendo que los electrones pasen a un estado de menor energía mientras viajan desde el lado negativo al positivo de cada LED discreto. El diferencial de energía se libera del dispositivo en forma de una distribución espectral relativamente monocromática.
Comercialmente, la tecnología LED UV tiene una importante adopción en el mercado con longitudes de onda UVA más largas (365, 385, 395 y 405 nm), y se sigue trabajando en el desarrollo de bandas UVB y UVC más cortas. Aunque no hay ninguna fuente LED UV que imite directamente a una lámpara convencional, las longitudes de onda más largas emitidas por los LED hacen que su distribución espectral sea más similar a la de una lámpara de hierro o galio que a la de una lámpara básica de mercurio. El resultado es que las longitudes de onda de los LEDs UV pueden penetrar más profundamente en la química y producir un mejor curado, particularmente con formulaciones opacas y pigmentadas.
En el caso de los recubrimientos transparentes, lograr un curado de la superficie duro y resistente a los arañazos sin amarillear ha sido el principal reto para los LEDs UV. Esto se debe a que muchas formulaciones de recubrimientos dependen de las longitudes de onda más cortas emitidas por las lámparas de banda ancha para lograr una reticulación suficiente en la superficie, y los LED UVB y UVC actuales aún no satisfacen los requisitos de curado en estas longitudes de onda más cortas. No obstante, a menudo se han encontrado irradiaciones más altas y ajustes en las formulaciones para resolver estos problemas. En el caso de los demás, se están realizando trabajos de desarrollo para intentar cerrar la brecha.
Etiquetas: Tecnología LED UV | Curado LED UV para aplicaciones de revestimiento | Revista de tecnología UV+EBCategorías: Adhesivos | Química | Recubrimientos | Tintas