Abstract
Questo documento spiegherà le basi di polimerizzazione ultravioletta (UV), compreso l'irraggiamento di picco (Watts/cm²), la densità di energia (Joules/cm²), lunghezza d'onda spettrale (nm) e la potenza totale (Watt), così come le differenze fondamentali tra i sistemi di polimerizzazione con elettrodi, microonde e UV LED. Evidenzierà inoltre i vantaggi dell'utilizzo della tecnologia UV LED, le tendenze che guidano la sua adozione in una gamma crescente di tecnologie di produzione e, cosa più importante, la sua crescente redditività nelle applicazioni automobilistiche e di trasporto.
Introduzione
L'industria automobilistica e dei trasporti deve affrontare diverse sfide di design, ingegneria e produzione nei prossimi anni. Molte di queste riguardano la preparazione per gli standard CAFE (Corporate Average Fuel Economy) che richiedono ai produttori di raggiungere una produzione ponderata di 54,5 miglia per gallone entro il 2025. Altri hanno a che fare con una migliore gestione globale, spingendo ulteriori riduzioni dei rifiuti e del consumo energetico negli stabilimenti di assemblaggio e di fornitura. Infine, il costante cambiamento demografico dei lavoratori e la carenza di competenze high-tech probabilmente significheranno ancora più automazione e controllo dei processi in tutti gli impianti di produzione globale. Per ognuna di queste sfide, sarà probabilmente necessario sviluppare molti nuovi processi di produzione.
"Nel tentativo di introdurre l'industria automobilistica e dei trasporti ai meriti della polimerizzazione UV LED, questo documento inizierà spiegando le basi della polimerizzazione dal punto di vista delle attrezzature.
JENNIFER HEATHCOTE, DIRETTORE REGIONALE DELLE VENDITE, PHOSEON TECHNOLOGY
Mentre la polimerizzazione UV convenzionale attraverso l'uso di lampade a microonde e ad arco è stata utilizzata nei processi di produzione automobilistica e dei trasporti per decenni, la polimerizzazione UV LED è relativamente nuova e non ha guadagnato molta trazione. In altri mercati, tuttavia, la tecnologia UV LED è molto più mainstream, in quanto i progressi significativi delle attrezzature e della formulazione consentono alla tecnologia di penetrare rapidamente in una gamma crescente di applicazioni. Ciò è dovuto principalmente al fatto che la tecnologia UV LED offre numerose prestazioni, vantaggi operativi e ambientali ed è considerata una tecnologia abilitante che presta il suo uso per l'indurimento di inchiostri, adesivi e rivestimenti su una gamma più ampia di materiali sensibili al calore, fornendo al contempo un controllo generale del processo e della qualità. Di conseguenza, la natura di trasformazione della polimerizzazione UV LED è qualcosa che dovrebbe essere esplorata e valutata per la sua fattibilità d'uso in produzione mentre le aziende automobilistiche e di trasporto si sforzano di affrontare varie sfide di produzione nel prossimo decennio.
Nel tentativo di introdurre l'industria automobilistica e dei trasporti ai meriti della polimerizzazione UV LED, questo documento inizierà spiegando le basi della polimerizzazione dal punto di vista delle attrezzature.
Fonti industriali di polimerizzazione UV
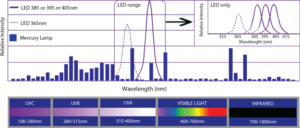
Le fonti industriali di energia UV hanno incluso a lungo l'arco di mercurio a media pressione e le lampade a microonde e, più recentemente, i diodi che emettono luce (LED). Tutte e tre le tecnologie sono utilizzate per reticolare inchiostri, rivestimenti e adesivi in una vasta gamma di processi di produzione. Entrambe le tecnologie di polimerizzazione ad arco e a microonde si basano sulla vaporizzazione del mercurio all'interno di un tubo di quarzo sigillato contenente una miscela di gas inerte.
La fisica del mercurio è tale che emette luce ultravioletta quando viene vaporizzato. Le lampade senza elettrodi utilizzano microonde per vaporizzare il mercurio, mentre le lampade ad elettrodi sfruttano un arco ad alta tensione colpito tra due elettrodi per ottenere lo stesso risultato. Quando il mercurio viene vaporizzato in un gas plasma ad altissima temperatura, emette un output spettrale attraverso le bande UVA, UVB, UVC e UVV che può essere manipolato in piccola misura introducendo additivi metallici all'interno delle lampade.
Le lampade con metalli aggiunti sono tipicamente indicate come drogate, additive o ad alogenuri metallici. La maggior parte delle formulazioni di inchiostri, adesivi e rivestimenti negli ultimi decenni sono state formulate per corrispondere all'output delle lampade al mercurio standard e delle lampade drogate con ferro e gallio. Quando le formulazioni sono esposte all'energia ultravioletta, vengono reticolate in un fotopolimero.
I LED UV, invece, sono semiconduttori a stato solido. Non contengono parti mobili o gas di plasma di mercurio e funzionano a temperature che sono spesso meno di 1/10 delle temperature di funzionamento delle lampade convenzionali. Quando sono collegati a una fonte di alimentazione DC, una corrente elettrica scorre attraverso i semiconduttori, facendo cadere gli elettroni in uno stato di energia inferiore mentre viaggiano dal lato negativo a quello positivo di ogni LED discreto. Il differenziale di energia viene rilasciato dal dispositivo sotto forma di una distribuzione spettrale relativamente monocromatica.
Commercialmente, la tecnologia UV LED ha una significativa adozione sul mercato con lunghezze d'onda UVA più lunghe (365, 385, 395 e 405 nm), e il lavoro di sviluppo nelle bande UVB e UVC più corte continua. Anche se non esiste una sorgente UV LED che imiti direttamente una lampada convenzionale, le lunghezze d'onda più lunghe emesse dai LED fanno sì che la loro distribuzione spettrale sia più simile a una lampada al ferro o al gallio che a una lampada al mercurio di base. Il risultato è che le lunghezze d'onda dei LED UV possono penetrare più in profondità nella chimica e produrre un migliore through-cure, in particolare con formulazioni opache e pigmentate.
Per i rivestimenti trasparenti, il raggiungimento di una polimerizzazione della superficie dura e resistente ai graffi senza ingiallimento è stata la sfida principale per i LED UV. Questo perché molte formulazioni di rivestimenti si basano sulle lunghezze d'onda più corte emesse dalle lampade a banda larga per una sufficiente reticolazione in superficie, e gli attuali UVB e UVC LED non soddisfano ancora i requisiti di polimerizzazione in queste lunghezze d'onda più corte. Tuttavia, irradiazioni più elevate e aggiustamenti alle formulazioni spesso sono stati trovati per risolvere questi problemi. Per gli altri, è in corso un lavoro di sviluppo per tentare di colmare il divario.
Tag: Tecnologia LED UV | Polimerizzazione UV LED per applicazioni di rivestimento | Rivista di tecnologia UV+EBCategorie: Adesivi | Chimica | Rivestimenti | Inchiostri